1. Main Metalworking Processes
1.1. Turning

- Characteristics: A cutting tool removes material while the workpiece rotates on a lathe.
- Purpose: Produce external and internal cylindrical surfaces, flats, threads, and special profiles.
- Applied technologies: External turning, boring, threading, profile turning.
- Products: Shafts, bushings, bolts, threaded rods, round-shaped parts.
- Lubricant requirements: Reduce friction, provide rapid cooling, flush chips, prevent tool wear.
1.2. Milling

- Characteristics: A multi-tooth milling cutter rotates while the workpiece is clamped.
- Purpose: Machine flat surfaces, grooves, steps, gears, and 3D contoured surfaces.
- Applied technologies: Face milling, end milling, gear milling, CNC milling.
- Products: Molds, machine bases, complex parts.
- Lubricant requirements: Reduce friction, extend tool life, limit heat generation.
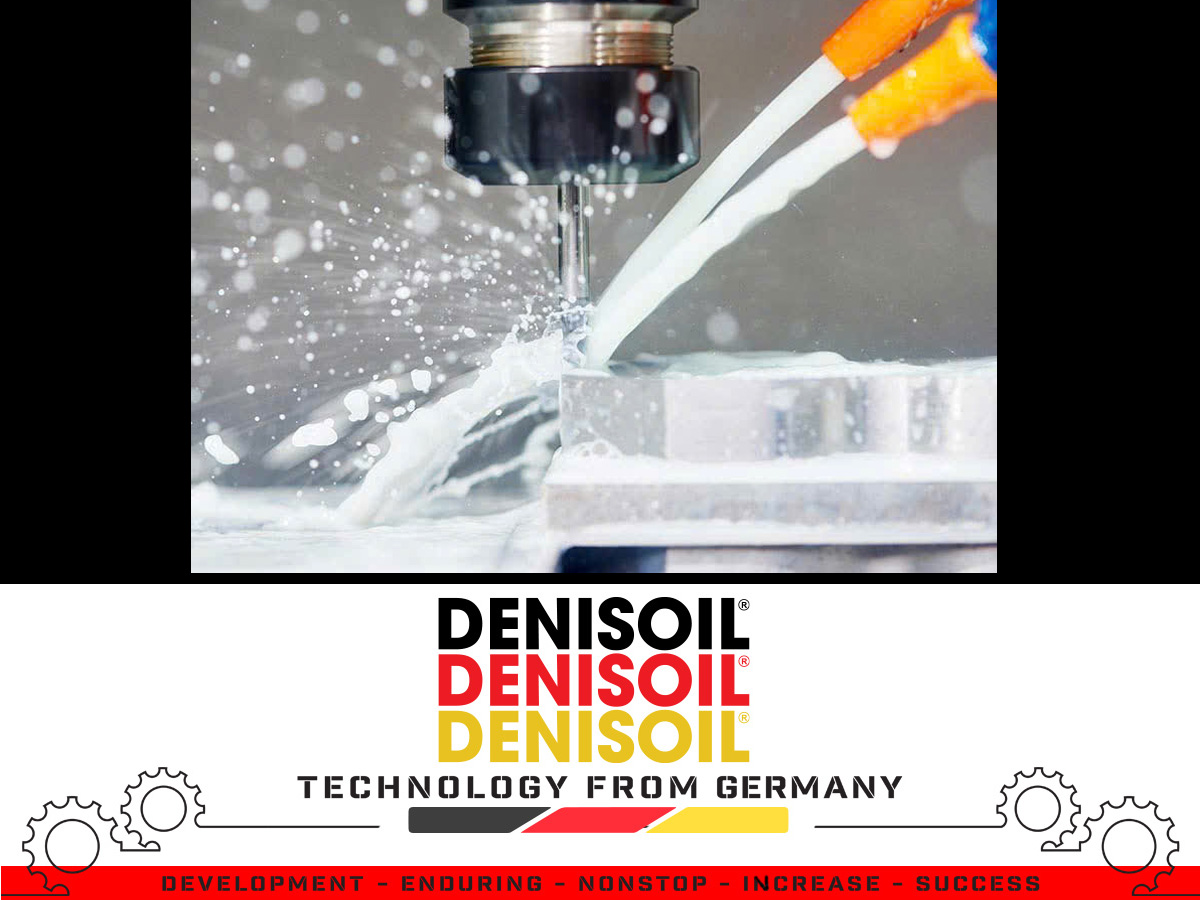
1.3. Drilling – Reaming – Boring – Tapping
.jpg)
- Drilling: Produce rough holes.
- Reaming: Enlarge and finish holes to precise size and surface quality.
- Boring: Re-machine existing holes to high dimensional accuracy.
- Tapping: Create internal threads.
- Products: Assembly holes, threaded fasteners, locating holes.
- Lubricant requirements: Provide good lubrication, reduce cutting friction, flush chips from holes.
1.4. Grinding

- Characteristics: High-speed grinding wheels remove very thin layers of material.
- Purpose: Achieve high dimensional accuracy and fine surface finish (Ra ≤ 0.4 µm).
- Types: Cylindrical, surface, centerless, thread grinding, finishing.
- Products: Bushings, spindles, precision components, molds.
- Lubricant requirements: Low viscosity (2–10 cSt), fast heat removal, low volatility, anti-foam properties.
1.5. Shaping and Slotting

- Characteristics: A single-point tool reciprocates across the workpiece.
- Purpose: Produce flat surfaces, grooves, steps.
- Products: Long flats, keyways, large parts difficult to mill.
- Lubricant requirements: Moderate lubrication primarily to reduce surface friction.
1.6. Broaching
- Characteristics: A broach with progressively larger teeth cuts in a single stroke.
- Purpose: Machine holes, keyways, and precise profiles.
- Products: Square holes, splines, gears.
- Lubricant requirements: Medium-viscosity oils with EP additives to prevent sticking/seizure.
1.7. Stamping and Rolling

- Stamping: Dies and presses cut, bend, or deep-draw sheet metal.
- Rolling: Rolls compress the workpiece to reduce thickness or form shapes.
- Products: Housings, metal lids, rolled steel sheets, cold-formed parts.
- Lubricant requirements: EP additives and tackifiers; sometimes grease, graphite, or molybdenum-based lubricants.
1.8. High-Speed Cutting (HSC)

- Characteristics: Extremely high cutting speeds generate heat rapidly and accelerate tool wear.
- Products: High-precision parts, fine-finish mold components.
- Lubricant requirements: Highly refined base oils, low ash, high flash point, oxidation inhibitors.
1.9. Electrical Discharge Machining (EDM)


- Characteristics: Sparks or a wire electrode remove material by localized melting.
- Purpose: Machine complex shapes and very hard materials.
- Products: Stamping dies, plastic molds, precision parts.
- Lubricant requirements: Dielectric EDM oils, low viscosity (2–3 cSt at 40 °C), clear, low smoke.
1.10. Polishing – Honing – Lapping

- Characteristics: Fine finishing processes requiring extremely smooth surfaces.
- Purpose: Remove minor dimensional errors and produce mirror-like finishes.
- Products: Bearings, cylinders, optical components, precision molds.
- Lubricant requirements: Low viscosity, high purity, low residue, light anti-wear additives.
1.11. Welding
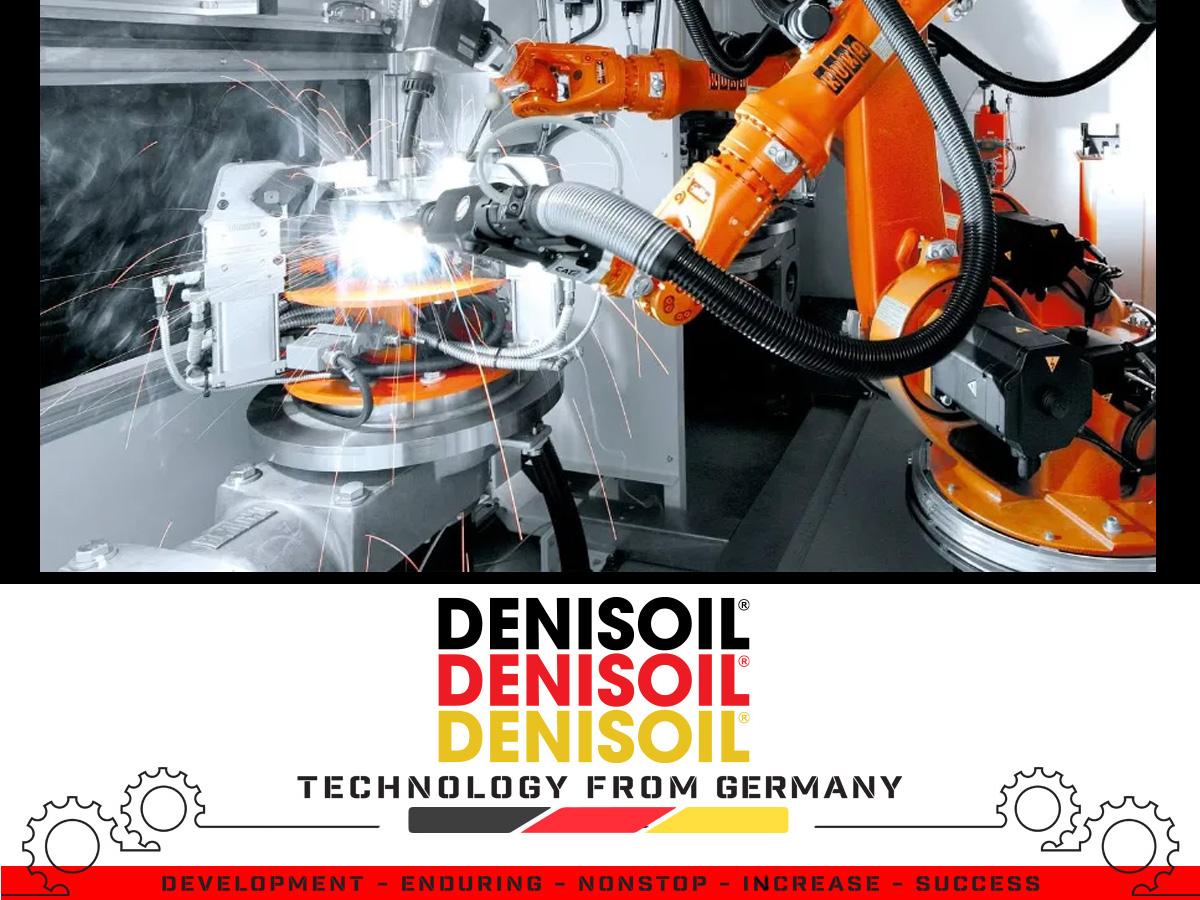
- Characteristics: Heat, pressure, or both are used to join metals.
- Methods: Arc, TIG, MIG, resistance, laser welding.
- Products: Steel structures, frames, pipelines.
- Note: Cutting fluids are not used directly; surfaces should be treated to prevent oxidation.
1.12. Heat Treatment and Surface Treatment

- Heat treatment: Quenching, tempering, normalizing, annealing to adjust mechanical properties (hardness, ductility).
- Surface treatment: Plating, carburizing, nitriding, shot blasting to enhance hardness, wear resistance, and corrosion protection.
- Products: Camshafts, gears, cutting tools, molds.
2. Lubricant Requirements in Metalworking
2.1. Main functions
- Cooling
- Lubrication
- Cleaning
- Protection
2.2. Required technical properties
- Appropriate viscosity
- Anti-wear & EP performance: Sulfur-, phosphorus-, and chlorine-containing additives.
- Chemical stability: Oxidation resistance; biostability for water-miscible fluids.
- Safety: Low smoke, non-irritating to skin, high flash point.
- Environmental compatibility: Easy oil–water separation and waste handling.
2.3. Types of cutting fluids
- Mineral oils
- Synthetic fluids
- Semi-synthetic fluids
- Soluble (emulsifiable) oils
3. Current Trends
- Water-miscible fluids: Fast cooling and cost efficiency; require microbial control.

- Straight oils: High lubricity; suitable for reaming, tapping, and heavy-duty forming.

- MQL (Minimum Quantity Lubrication): Uses micro-quantities of aerosolized oil, saving consumption and reducing environmental impact.
 Tiếng Việt
Tiếng Việt
 Chinese
Chinese
 English
English






